Configuration reference for Bleeding Edge features¶
This document is a reference for options available in the Kalico config file for bleeding edge features. Refer to the Bleeding Edge Documentation for details on specific features.
The descriptions in this document are formatted so that it is possible to cut-and-paste them into a printer config file. See the installation document for information on setting up Kalico and choosing an initial config file.
High precision stepping and new stepcompress protocol¶
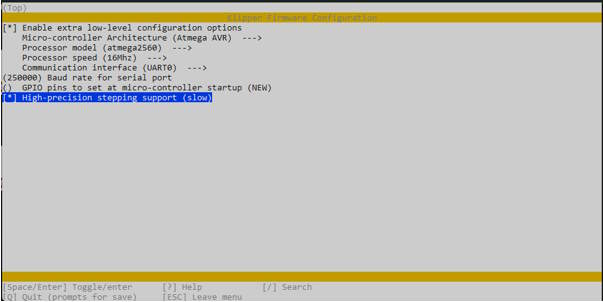
This feature is enabled during Kalico firmware compile by selecting "High-precision stepping support" option in menuconfig. The firmware then needs to be flashed to all MCU(s) using this feature.
The following configuration line should be added to each stepper in printer.cfg. For example in a CoreXY system the config line would be added to [stepper_x] and [stepper_y] so that it is enabled in both steppers controlling the X-Y movement of the toolhead.
[stepper_... ]
high_precision_step_compress: True
Note that enabling this feature in the config without recompiling and flashing the firmware will give an error.
Input shaper¶
[input_shaper]¶
Extruder PA Synchronization with Input Shaping
[input_shaper]
enabled_extruders: extruder
Smooth Input Shapers
[input_shaper]
shaper_type:
# A type of the input shaper to use for both X and Y axes. Supported
# shapers are smooth_zv, smooth_mzv, smooth_ei, smooth_2hump_ei, smooth_zvd_ei,
# smooth_si, mzv, ei, 2hump_ei.
#shaper_type_x:
#shaper_type_y:
# If shaper_type is not set, these two parameters can be used to
# configure different input shapers for X and Y axes. The same
# values are supported as for shaper_type parameter.
smoother_freq_x: 0
# A frequency (in Hz) of the smooth input shaper for X axis.
smoother_freq_y: 0
# A frequency (in Hz) of the smooth input shaper for Y axis.
#damping_ratio_x: 0.1
#damping_ratio_y: 0.1
# Damping ratios of vibrations of X and Y axes used by input shapers
# to improve vibration suppression. Default value is 0.1 which is a
# good all-round value for most printers. In most circumstances this
# parameter requires no tuning and should not be changed.
# Note: Damping ratios are not currently supported for input smoothers.
Test print utilities¶
[ringing_test]¶
Ringing tower test print utility which isolates vibrations to one axis at a time.
[ringing_test]
size: 100
# X-Y Size of tower footprint (mm)
height: 60
# Height of of tower (mm)
band: 5
# Height for each ringing step (mm)
perimeters: 2
# Number of perimeters to be printed for the tower
velocity: 80
# Is the velocity one must use as V in a formula V * N / D when
# calculating the resonance frequency. N and D are the number of
# oscillations and the distance between them as usual:
brim_velocity: 30
# Speed for brim printing in (mm/s)
accel_start: 1500
# The acceleration of the start of the test
accel_step: 500
# The increment of the acceleration every `band` (mm/s^2)
layer_height: 0.2
first_layer_height: 0.2
filament_diameter: 1.75
# Parameters that are computed automatically, but may be adjusted if necessary
#center_x:
# Center of the bed by default (if detected correctly)
#center_y:
# Center of the bed by default (if detected correctly)
#brim_width:
# Computed based on the model size, but may be increased
# Parameters that are better left at their default values
#notch: 1
# Size of the notch in mm
#notch_offset:
# 0.275 * size by default
#deceleration_points: 100
[pa_test]¶
Pressure advance tower test print utility
[pa_test]
size_x: 100
# X dimension tower size (mm)
size_y: 50
# Y dimension tower size (mm)
height: 50
# Height of tower (mm)
origin_x:
# Center of the bed in x
origin_y:
# Center of the bed in y
layer_height: 0.2
first_layer_height: 0.3
perimeters: 2
# Number of perimeters to be printed for the tower
brim_width: 10
# Width of brim (mm)
slow_velocity: 20
# Start velocity for PA test segment (mm/s)
medium_velocity: 50
# Medium velocity for PA test segment (mm/s)
fast_velocity: 80
# End velocity for PA test segment (mm/s)
filament_diameter: 1.75